Blogs & Articles
Welding Of Low Thickness Titanium Butt Joints By Keyhole GTAW Process
- Posted on: 7thMay, 2025
The excellent combination of properties such as higher strength-to-weight ratio and excellent resistance to corrosion, makes titanium alloys attractive for many industrial applications.
Purified terephthalic acid (PTA) plants rely on titanium cladded vessels owing to its excellent corrosion resistant properties that stand up to the harsh, acidic environment in PTA chemical process.
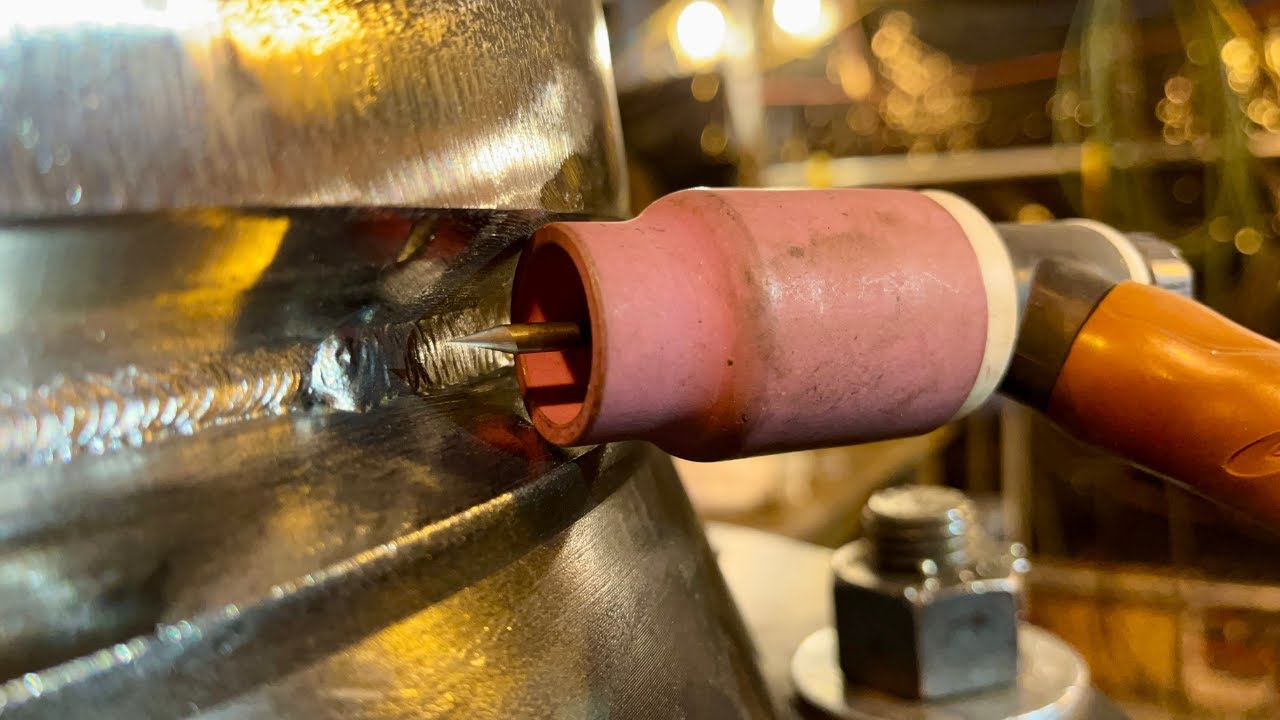
Many fabricators use manual GTAW process for titanium welding owing to the ease of operation & low cost of investment.
In recent years, there is an increasing trend of mechanization for such joints to ensure right quality and improved productivity for large number of joints. Typically, mechanization is aimed with conventional GTAW process.
During recent times, few welding machine manufacturers offer GTAW welding power source with Keyhole technique to achieve full penetration in low thickness joint in single pass.
Recently, L&T manufactured several Ti cladded vessels which involved large number of low thickness Ti joints for nozzle liners with 4 mm and 10 mm thickness. These joints required full penetration with RT examination and bright silver colour in visual examination.
Several trials were undertaken by varying welding parameters and trailing & purging gas arrangements to achieve specified quality requirements. Subsequently, welding procedure was qualified wherein welded samples were subjected to various NDEs such as visual examination, dye penetrant test and radiographic test and destructive tests viz. tension test, bend test, hardness evolution, macro, and micro examination.
After completion of welding procedure qualification, Keyhole GTAW technique was successfully implemented for large number of welded joints.
This article is shared by Ajay Patel, Karan Modi, Anshuman Lal and Ritesh Patel.
ARCHIVES
- Automation Methodology and Its Effect For C-To-C Box Welding of High Strength Low Alloy Steel
- Advanced Joining Processes For Light Weight Electric Vehicles
- Development of Force TIG technology on cryogenic applications
- Analysis of friction surfacing process for deposition of aluminium alloy on the steel surface by non-specialize equipment
- An Assessment of 9cr Steel-Ss316ln Dissimilar Weld Joints Under Creep
- Investigation on properties of Inconel 718 weld by sustainable green friction stir welding process
- Challenges faced during layout, construction and erection of sodium piping system in sodium technology complex (STC)
- Effect of friction pressure and forging pressure on microstructure and mechanical properties of rotary friction welded low alloy steel tube joints
- Steel structure and equipment of sodium technology complex (STC): A comprehensive journey from fabrication to erection
- Correlating high-temperature deformation and microstructural characteristics of magnetically impelled arc butt welded joints of Super304H
- Significance Of The Microstructure Of Hardfaced Ni-Cr-B-Si Coating In Improving Its Wear Performance During Sliding Under Vacuum
- Analysis Of Welding Characteristics On Carbon Steel For The Process Of Conventional GMAW And GMAW-SPEED
- CAD-to-Print Strategy Evolution for Robotic Gas Metal Arc Directed Energy Deposition
- Effect Of Ceramic Particle On Er4043 GTAW Filler Rod For Welding Of High Strength 7010 Aluminium Alloy
- Effect of Filler Metals on Heat Affected Zone Softening in Rotating Arc Welded Rolled Homogenous Armour Steel Joints
- Welding Of Low Thickness Titanium Butt Joints By Keyhole GTAW Process
- Interdiffusion Studies In Additive Manufactured Ni-Based Hardfacing Alloy Coatings On Austenitic Stainless Steel
- Orbital Tig Welding With Oscillation Control By Seam Tracking For Thick Pipes And Shells
- Design and Development of SMAW Electrode for Multiple Normalizing and Stress Relief Heat Treatment Applications
- Effect of Welding Sequence on Residual Stresses and Distortions in AA6061-T6 Fillet Welds
- A study on change in mechanical properties of resistance spot welds in different operating conditions
- Characterization of HAZ softening in welded joint of high strength steel grade
- Influence of welding current on the nugget diameter and strength of spot welded duplexstainless steel for automobile structure
- Optimization of rotary friction welding process parameters to attain maximum strength in dissimilar grade low alloy steel tube joints
- Precautions required while fabrication & welding of limpet coil reactors and causes for failure in testing & service
- Interphase corrosion attack on gas tungsten arc welded low activation austenitic stainless-steel (Cr-Mn) butt joints in chloride environment
- Identifying safe operating region under cyclic loading for gas metal arc welded naval grade HSLA steel joints
- Development of manufacturing technology for hard facing on austenitic stainless-steel components with narrow inner diameter
- Evaluation of alloy 690 tube to tube sheet joint having different welding technique
- Investigating the influence of kissing bond on mechanical properties of friction stir welded AA5083-H112 alloy
- Adaptation of vacuum brazing for dissimilar metal (Ti alloy and stainless steel) joining in threaded configuration -metallurgical and mechanical properties evaluation
- Comparative studies on pitting and intergranular corrosion susceptibility of 316L gas tungsten arc weldments
- Dissimilar steel welding - high strength low alloy steel (S690QL) to stainless steel (SS304) by GTAW process
- Optimization of friction welding parameters for joining medium carbon steel plates with rods (unsymmetrical components) using response surface methodology
- Enhancement of mechanical properties and microstructural characteristics of linear friction welded Ti-6Al-4V alloy joints
- Prediction of ballistic performance of shielded metal arc welded ultra-high hard armour steel joints
- Influence of shielding gas on microstructure and mechanical properties of A-TIG welds of type 316 stainless steel
- Optimization of Hot-wire TIG Welding Process Parameters for 316LN Stainless Steel Plates
- Integrated Nd-YAG laser based pre-heating, welding and post-weld heat treatment of thin clad tubes of modified 9Cr–1Mo steel in hazardous environment
- Laser spot welding of appendages to Zircaloy-4 tube for PHWR reactor fuel
- Manufacturing of Iron based alloy powder for hard facing by mechanical milling and its dilution study after laser cladding
- Correlation of secondary dendritic arm spacing with the mechanical properties of AISI 304HCu tube joints by tungsten inert gas and keyhole plasma welding processes
- Optimization of rotating arc welding process parameters to attain full penetration in square butt joints with narrow heat affected zone
- Development of non-copper coated gas metal arc welding (GMAW) consumable
- Innovation in welding of offshore platform for better resource utilization and enhancedquality & productivity
- Investigation on Mechanical and Microstructural characteristics of Keyhole Plasma Arc Welded Mild steel joints
- The importance of Joining Technology
- A comparative evaluation of gas tungsten arc and friction stir welding process on fracture toughness of maraging steel welds
- Influence of post-weld aging treatment on microstructure and fatigue behaviour of friction stir welded AA 6061 aluminium alloy joints
- Effect of welding processes on mechanical and metallurgical characteristics of 308L stainless steel cylindrical components made by wire arc additive manufacturing (WAAM) technique
- Role of welding current on mechanical properties and microstructural characteristics of resistance spot welded advanced high strength steel for fabrication of thin-walled automotive structural frames
- ANN modelling for prediction of geometry of austenitic stainless steel weld bead
- Experience gained during the manufacture of duct assemblies for annular linear induction pump of PFBR
- Welding of dissimilar low alloy Cr-Mo steel plates P91 and P22 by gas metal arc welding
- Stress corrosion cracking of friction stir welded UNS S32750 super duplex stainless steel
- Productivity improvement & cost effectiveness in fabrication by Nesting
- Scope of reducing heating cycles using activated TIG welding for joining thick components
- Sophisticated AC/DC hot wire feeder for TIG welding process (GTAW)
- Effective & cost competitive solution for fabrication of propylene oxide rectors by using duplex weld overlay (ESSC & SMAW)
- Nano technology electrodes in maintenance & repair application
- A study on effect of welding position on weld profile in welder qualification to ISO 9606-1
- Welding of dissimilar low alloy Cr-Mo steel plates P91 and P22 by gas metal arc welding
- Manufacturing experience of large size austenitic stainless steel inner vessels (I&II) for sodium technology complex
- Perfecting the art of key-hole TIG welding technology for exotic materials
- Investigation in the ITI welder education and solutions to fill the welders’ skill-gap
- Sophisticated AC/DC hot wire feeder for TIG welding process (GTAW)
- Welding Safety in Aluminum Fabrication
- Skill development scenario - Contribution of different stakeholder
- Welding Monitoring Systems – An Inevitable Tool For Increasing Efficiency
- Induction heating – ‘Turning on the heat’ for pre & post weld applications
- Implementation of IOT in welding power source for real-time welding data and quality check
- GTAW Enhancement For Better Productivity
- GTAW / TIG: Versatile & All-Position Welding Process
- Need For Speed - Automation In GTAW
- Nano technology electrodes in maintenance and repair application
- Use of microcontroller for achieving constant voltage characteristics in power source of MIG/MAG process
- Semi-automatic & Orbital FCAW Diamond spark Ni1 RC (Ti60T-FD) for increasing productivity in cross-country pipeline laying